















Nicht-HF-Plasmabrenner wurden für geschäftskritische Schneidvorgänge entwickelt und eliminieren Hochfrequenzgeräusche (HF), um empfindliche Elektronik zu schützen. Gleichzeitig sorgen sie für extreme Leistungsstabilität in CNC-Werkstätten, Schiffswerften und bei der Reparatur von Bergbauausrüstung.
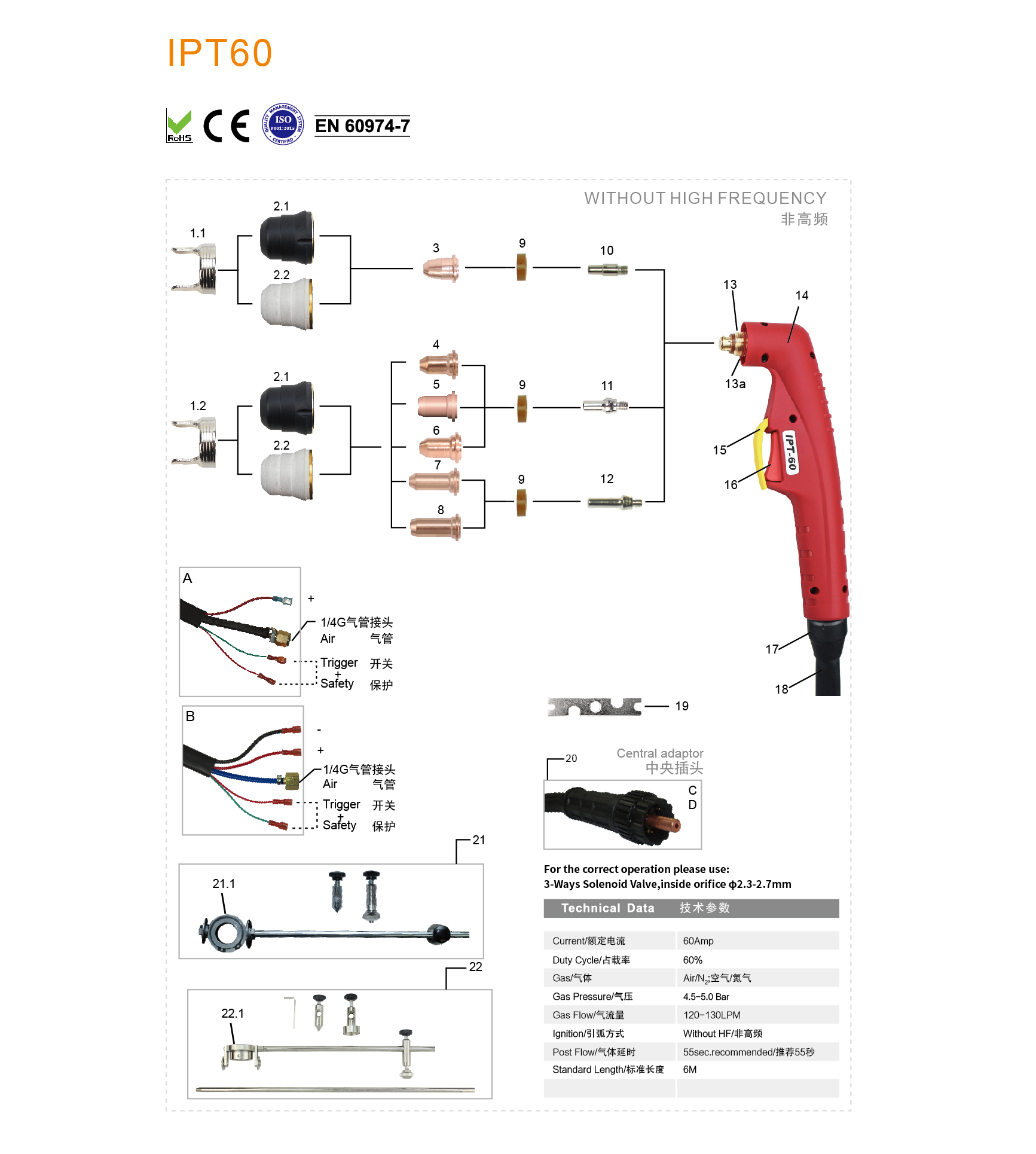
Technische Daten IPT 60:
| Technisch | Daten |
| Aktuell | 60 Ampere |
| Arbeitszyklus | 60 % |
| Gas | Luft/N2 |
| Gasdruck | 4,5–5,0 bar |
| Gasfluss | 120–130 l/min |
| Zündung | Ohne HF |
| Postflow | 60 Sek. empfohlen |
| Standardlänge | 6M |
Empfohlene Lektüre:
-
 Roboterschweißbrenneranwendungen verändern die moderne Fertigung, indem sie die Schweißkonsistenz, Produktivität und Automatisierungseffizienz verbessern. In diesem Leitfaden wird erläutert, wie Roboterschweißbrenner in Branchen wie der Automobilindustrie, der Schwermaschinenindustrie, dem Stahlbau, dem Schiffbau und der Herstellung von Druckbehältern eingesetzt werden. Darüber hinaus werden Brennertypen, Kühlmethoden, Schlüsselkomponenten, Auswahlkriterien, Best Practices für die Wartung, OEM-Anpassung und zukünftige Automatisierungstrends behandelt. Unabhängig davon, ob Sie Hersteller, Händler oder Systemintegrator sind, kann die Wahl des richtigen Roboterschweißbrenners die Produktionsqualität erheblich verbessern, Ausfallzeiten reduzieren und die langfristigen Betriebskosten senken.Artikel
Roboterschweißbrenneranwendungen verändern die moderne Fertigung, indem sie die Schweißkonsistenz, Produktivität und Automatisierungseffizienz verbessern. In diesem Leitfaden wird erläutert, wie Roboterschweißbrenner in Branchen wie der Automobilindustrie, der Schwermaschinenindustrie, dem Stahlbau, dem Schiffbau und der Herstellung von Druckbehältern eingesetzt werden. Darüber hinaus werden Brennertypen, Kühlmethoden, Schlüsselkomponenten, Auswahlkriterien, Best Practices für die Wartung, OEM-Anpassung und zukünftige Automatisierungstrends behandelt. Unabhängig davon, ob Sie Hersteller, Händler oder Systemintegrator sind, kann die Wahl des richtigen Roboterschweißbrenners die Produktionsqualität erheblich verbessern, Ausfallzeiten reduzieren und die langfristigen Betriebskosten senken.Artikel -
 In diesem Artikel über Eco-Fume Extraction Solutions wird untersucht, wie Schweißpistolen zur Rauchabsaugung die Luftqualität am Arbeitsplatz verbessern, gefährliche Schweißdämpfe reduzieren und eine nachhaltige Fertigung unterstützen. Es hebt wichtige Anwendungen, Umweltvorteile und Sicherheitsvorteile in Branchen wie der Automobil-, Fertigungs- und Schwermaschinenproduktion hervor und hilft Herstellern dabei, sauberere, sicherere und effizientere Schweißvorgänge zu erreichen.Artikel
In diesem Artikel über Eco-Fume Extraction Solutions wird untersucht, wie Schweißpistolen zur Rauchabsaugung die Luftqualität am Arbeitsplatz verbessern, gefährliche Schweißdämpfe reduzieren und eine nachhaltige Fertigung unterstützen. Es hebt wichtige Anwendungen, Umweltvorteile und Sicherheitsvorteile in Branchen wie der Automobil-, Fertigungs- und Schwermaschinenproduktion hervor und hilft Herstellern dabei, sauberere, sicherere und effizientere Schweißvorgänge zu erreichen.Artikel -
 Die ordnungsgemäße Wartung der TIG -Brenner-Verschleißteile ist für die Senkung der Schweißkosten, die Verbesserung der Produktivität und die Sicherstellung einer gleichbleibenden Schweißqualität unerlässlich. Durch die Auswahl der richtigen Wolframelektrode, die Vermeidung von Verunreinigungen, die Optimierung des Schutzgasflusses, die Verwendung hochwertiger Gaslinsen und die Durchführung regelmäßiger Inspektionen können Schweißer die Lebensdauer der Brennerverschleißteile TIG verlängern. Diese Best Practices tragen dazu bei, Ausfallzeiten zu reduzieren, die Lichtbogenstabilität zu verbessern und die Leistung von TIG Schweißgeräten in Industrie-, Fertigungs- und Fertigungsanwendungen zu maximieren.Artikel
Die ordnungsgemäße Wartung der TIG -Brenner-Verschleißteile ist für die Senkung der Schweißkosten, die Verbesserung der Produktivität und die Sicherstellung einer gleichbleibenden Schweißqualität unerlässlich. Durch die Auswahl der richtigen Wolframelektrode, die Vermeidung von Verunreinigungen, die Optimierung des Schutzgasflusses, die Verwendung hochwertiger Gaslinsen und die Durchführung regelmäßiger Inspektionen können Schweißer die Lebensdauer der Brennerverschleißteile TIG verlängern. Diese Best Practices tragen dazu bei, Ausfallzeiten zu reduzieren, die Lichtbogenstabilität zu verbessern und die Leistung von TIG Schweißgeräten in Industrie-, Fertigungs- und Fertigungsanwendungen zu maximieren.Artikel -
 Ich halte das Kehlschweißen für eines der praktischsten Schweißverfahren, das häufig zum rechtwinkligen Verbinden von Metallteilen eingesetzt wird. „Kehlnähte spielen auch beim Bau von Brücken, Schiffen und verschiedenen Rahmenwerken eine wichtige Rolle“, sagte Hicks. Kehlnähte sind oft die beste Wahl, um die Anforderungen zu erfüllen.Artikel
Ich halte das Kehlschweißen für eines der praktischsten Schweißverfahren, das häufig zum rechtwinkligen Verbinden von Metallteilen eingesetzt wird. „Kehlnähte spielen auch beim Bau von Brücken, Schiffen und verschiedenen Rahmenwerken eine wichtige Rolle“, sagte Hicks. Kehlnähte sind oft die beste Wahl, um die Anforderungen zu erfüllen.Artikel




Produktressourcen

Katalog, Bestelltabelle und Handbuch
Holen Sie sich jetzt Ihren kostenlosen Katalog! Entdecken Sie die Schweißmagie zum Greifen nah – Klicken, herunterladen, Innovation erleben!
Ersatzteile
| Position | Code | Ref. | Beschreibung | |||
| (Mit '●' ist die Standardkonfiguration) | ||||||
| 1.1 | ISM0098-01 | CV0043-01 | Doppelspitziger Abstandshalter/IPT60 | |||
| ●1.2 | ISM0098 | 60432 | Doppelspitziger Abstandshalter/IPT60/Backing-Schlag | |||
| 2 | ISM0769 | 60485 | Schirmkappe/IPT40-60 | |||
| 3 | ISM0765 | 60487 | Schirmkappe/IPT40-60/AUTO | |||
| 4 | ISM0761 | 60512L | Lange Schirmkappe/IPT40-60 | |||
| ●5.1 | IVS0661-03 | 60389 | Außendüse 6 Löcher IPT40-65/Bakelit | |||
| 5.2 | IVS1661-05 | - | Außendüse 6 Löcher IPT60/Graues Fiberglas | |||
| 6 | IVS1689-05 | 60389C | Außendüse IPT40-60/Kontakt | |||
| 7 | IVS1688-05 | - | Außendüse/lang/IPT40-60/Kontakt | |||
| 8.1 | IVU0661-06 | PD0116-06 | Spitze Φ0,6 mm/20 A IPT60 | |||
| 8.2 | IVU0661-08 | PD0116-08 | Spitze Φ0,8 mm/30 A IPT60 | |||
| 8.3 | IVU0661-09 | PD0116-09 | Spitze Φ0,9 mm/40 A IPT60 | |||
| 9.1 | IVU1660-06 | 51318.06 | Spitze Φ0,6 mm/20 A IPT60/Rückschlag | |||
| 9.2 | IVU1660-08 | 51318.08 | Spitze Φ0,8 mm/30 A IPT60/Rückschlag | |||
| 9.3 | IVU1660-09 | 51318.09 | Spitze Φ0,9 mm/40 A IPT60/Rückschlag | |||
| 9.4 | IVU1660-10 | PD6110-10 | Spitze Φ1,0 mm/50 A IPT60/Rückschlag | |||
| 10.1 | IVU1668-10 | 51313P.10 | Flache Spitze Φ1,0 mm/50 A IPT60/Rückschlag | |||
| ●10.2 | IVU1668-11 | 51313P.11 | Flache Spitze Φ1,1 mm/60 A IPT60/Rückschlag | |||
| 11 | IVU1667-09 | 51312P.09 | Spitze Φ0,9 mm/40 A IPT60/Kontaktschneiden/Rückschlag | |||
| 12.1 | IVU1609-06 | 51318L.06 | Verlängerte Spitze Φ0,6 mm/10–20 A | |||
| 12.2 | IVU1609-08 | 51318L.08 | Verlängerte Spitze Φ0,8 mm/20–30 A | |||
| 13.1 | IVU1603-09 | 51314.09 | Verlängerte Spitze Φ0,9 mm PT40-60 | |||
| 13.2 | IVU1603-10 | PD6108-10 | Verlängerte Spitze Φ1,0 mm PT40-60 | |||
| 14.1 | IVU1658-09 | 51318C.09 | Spitze Φ0,9 mm/PT40–60/30–40 A/Rückschlag | |||
| 14.2 | IVU1658-10 | 51318C.10 | Spitze Φ1,0 mm/PT40–60/40–50 A/Rückschlag | |||
| 14.3 | IVU1658-11 | 51318C.11 | Spitze Φ1,1 mm/PT40-60/50-60 A/Rückschlag | |||
| 15.1 | IVU0753-16 | PD0258-16 | Fugenhobelspitze Φ1,6 mm/IPT40-60/40A/rückseitig schlagend | |||
| 15.2 | IVU0753-18 | PD0258-18 | Fugenhobelspitze Φ1,8 mm/IPT40-60/60A/rückseitig schlagend | |||
| 16.1 | IVU0751-09 | 51318LC.09 | Lange Spitze Φ0,9 mm/IPT40-60/40 A/Rückschlag | |||
| 16.2 | IVU0751-10 | 51318LC.10 | Lange Spitze Φ1,0 mm/IPT40-60/50 A/Rückschlag | |||
| 16.3 | IVU0751-11 | 51318LC.11 | Lange Spitze Φ1,1 mm/IPT40-60/60 A/Rückschlag | |||
| ●17 | IVF1601 | 60028 | Diffusor IPT20C-IPT60 | |||
| 18 | IVB0660 | PR0110 | Elektrodenplasma IPT20C-IPT60 | |||
| ●19 | IVB1048 | 52582 | Elektrodenplasma IPT20C-IPT60/Backing-Schlag | |||
| 20 | IVB1049 | 52583 | Erweiterte Elektrode IPT20C-IPT60/Backing-Schlag | |||
| 21 | IVZ0076 | PF0021 | IPX-45/60 Handbrennerkopf | |||
| 21a | IFT0709 | 51620.6 | 'O'-Ring Φ15XΦ18 IPT60 ROT SIL | |||
| 22 | IGV0038-01 | TP0083-01 | Plasmagriff manuell/IPT20-60/PX-Brennerkopf | |||
| 23 | IHJ0722 | BW0277 | Schutzteil/Plasma/Gelb | |||
| 24 | IHQ0070 | 185.0031 | Abzug rot 21,8 mm | |||
| 25 | IHJ0898 | BW0343 | Plasmagelenk/IPT20-60 | |||
| 26 | Kabelkonfektion | |||||
| 26.1 | IVN01106060-22 | - | Kabelsatz/IPT60/6M/2 Drähte/Mitteladapter | |||
| 26.2 | IVN01106063-22 | - | Kabelsatz/IPT60/6M/2 Adern/integriert | |||
| 26.3 | IVN01106066-22 | - | Kabelsatz/IPT60/6M/4 Drähte/Mitteladapter | |||
| 26.4 | IVN01106061-22 | - | Kabelsatz/IPT60/6M/2 Drähte/PX-Brennerkopf/separat | |||
| 27 | ICG6006 | MT1001 | Schraubenschlüssel für Plasma | |||
| 28 | IZX0078 | GJ0023 | Zentraler Adapter Brennerseite Plasma 5 Pins | |||
| 29 | ISM0707 | 51866 | Kreisschneideaufsatz | |||
| 29.1 | ISM0673 | CV0128 | Rollenständer IPT20C-60 / mit Schraubenschlüssel | |||
| 30 | ISM0032 | CV0087 | Kreisschneideaufsatz/IPT20-60 | |||
| 30.1 | ISM0702 | CV0207 | Spurverbreiterung mit Schraubenschlüssel IPT20-60 | |||
Erinnerung an die komplette Taschenlampe : Das Teil Nr. 29 kann nicht für die rückwärts schlagende Taschenlampe verwendet werden.
| Code | Ref. | Beschreibung | |
| A | IVT03041 | Plasmabrenner IPT60/6M 1/4G/integriert/2 Drähte | |
| A | IVT03041-00 | Plasmabrenner IPT60/6M 1/4G/integriert/2 Drähte/rückseitig zündend | |
| B | IVT03043 | Plasmabrenner IPT60/6M/Zentraladapter/2 Drähte | |
| B | IVT03043-00 | Plasmabrenner IPT60/6M/Zentraladapter/2 Drähte/Rückzündung | |
| C | IVT030430 | Plasmabrenner IPT60/6M/Zentraladapter/4 Drähte | |
| C | IVT030430-00 | Plasmabrenner IPT60/6M/Zentraladapter/4 Drähte/Rückzündung |
* Zertifiziertes PLASMA Schneiden und Schweißen:
RoHS-konforme Materialien, qualitätskontrollierte Fertigung nach ISO 9001:2015, CE-Kennzeichnung gemäß EU-Richtlinien und EN 60974-7-konforme Lichtbogenleistung. Präzisionsgefertigt für globale Industrie-Compliance.
Sind Sie bereit, die Besonderheiten des Schweißens kennenzulernen?
Steigern Sie noch heute die Produktivität – Erleben Sie, wie schweißerzentrierte Technik, Verbrauchsmaterialien in Industriequalität und ermüdungsmindernde Ergonomie die Schweißqualität und die Sicherheit des Bedieners verbessern.
Nächste Schritte
✓ Fordern Sie ein individuelles Angebot an: Maßgeschneidert für Ihre Stromstärke, Materialien und Ihren Arbeitsablauf
✓ Expertenunterstützung: Kontaktieren Sie Schweißingenieure für technische Beratung
Entwickelt für Ergebnisse. Weltweit vertrauenswürdig.










