















Torch 350S оснащен полностью закрытой системой предотвращения столкновений iHIT.
мини. Благодаря компактной конструкции он может адаптироваться к более широкому диапазону сварки.
Сменная головка горелки, высокоточная перезагрузка и высокая
гибкие кабели обеспечивают стабильность сварки.
ПРЕИМУЩЕСТВА ПРОДУКТА
- Прочный и долговечный, без страха столкновения
- Устройство предотвращения столкновений из высокопрочного авиационного алюминиевого сплава для обеспечения точной «точности сброса»
- Удобная установка и простое управление
- Стандартизированные детали сокращают затраты на техническое обслуживание.
- Доступно для всех полых сварочных роботов.
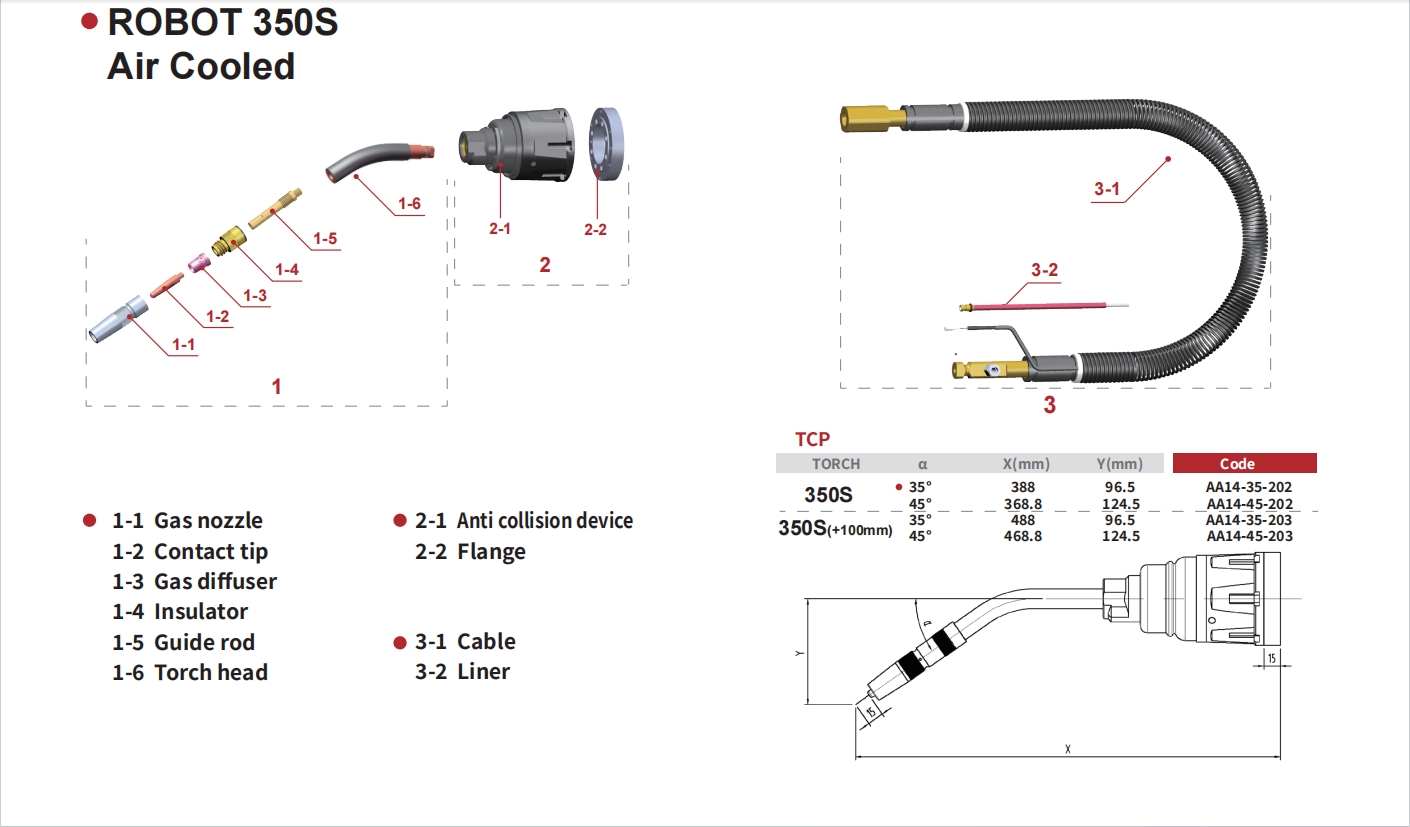
ROBOT Технические данные 350S:
| СПЕЦИФИКАЦИИ | ||
| Режим охлаждения: | с воздушным охлаждением | |
| Номинальная стоимость: | 350А CO2/300А,ГАЗОВАЯ СМЕСЬ | |
| Рабочий цикл: | 100% | |
| Диаметр сварочной проволоки: | 0,8-1,2 мм | |
| Угол наклона шейки пистолета: | 35° | |
| Мгновенная остановка: | Отклонение между осями X и Y составляет около 1,5°. | |
Отклонение оси Z составляет около 1 мм.
Рекомендуемое чтение:
-
 Применение роботизированных сварочных горелок трансформирует современное производство за счет повышения стабильности сварки, производительности и эффективности автоматизации. В этом руководстве объясняется, как роботизированные сварочные горелки используются в таких отраслях, как автомобилестроение, тяжелое оборудование, металлоконструкции, судостроение и изготовление сосудов под давлением. В нем также рассматриваются типы горелок, методы охлаждения, ключевые компоненты, критерии выбора, передовые методы обслуживания, настройка OEM и будущие тенденции в области автоматизации. Независимо от того, являетесь ли вы производителем, дистрибьютором или системным интегратором, выбор правильной сварочной горелки для роботизированной сварки может значительно повысить качество продукции, сократить время простоев и снизить долгосрочные эксплуатационные расходы.Статья
Применение роботизированных сварочных горелок трансформирует современное производство за счет повышения стабильности сварки, производительности и эффективности автоматизации. В этом руководстве объясняется, как роботизированные сварочные горелки используются в таких отраслях, как автомобилестроение, тяжелое оборудование, металлоконструкции, судостроение и изготовление сосудов под давлением. В нем также рассматриваются типы горелок, методы охлаждения, ключевые компоненты, критерии выбора, передовые методы обслуживания, настройка OEM и будущие тенденции в области автоматизации. Независимо от того, являетесь ли вы производителем, дистрибьютором или системным интегратором, выбор правильной сварочной горелки для роботизированной сварки может значительно повысить качество продукции, сократить время простоев и снизить долгосрочные эксплуатационные расходы.Статья -
 В этой статье о решениях для эко-вытяжки дыма рассказывается, как сварочные пистолеты с вытяжкой дыма улучшают качество воздуха на рабочем месте, уменьшают количество вредных сварочных дымов и поддерживают устойчивое производство. В нем освещаются ключевые области применения, экологические преимущества и преимущества безопасности в таких отраслях, как автомобилестроение, обрабатывающая промышленность и производство тяжелого оборудования, помогая производителям добиться более чистых, безопасных и эффективных сварочных операций.Статья
В этой статье о решениях для эко-вытяжки дыма рассказывается, как сварочные пистолеты с вытяжкой дыма улучшают качество воздуха на рабочем месте, уменьшают количество вредных сварочных дымов и поддерживают устойчивое производство. В нем освещаются ключевые области применения, экологические преимущества и преимущества безопасности в таких отраслях, как автомобилестроение, обрабатывающая промышленность и производство тяжелого оборудования, помогая производителям добиться более чистых, безопасных и эффективных сварочных операций.Статья -
 Правильное обслуживание расходных материалов горелки TIG необходимо для снижения затрат на сварку, повышения производительности и обеспечения стабильного качества сварки. Правильно выбрав вольфрамовый электрод, предотвращая загрязнение, оптимизируя поток защитного газа, используя высококачественные газовые линзы и проводя регулярные проверки, сварщики могут значительно продлить срок службы расходных материалов TIG горелки. Эти передовые методы помогают сократить время простоев, улучшить стабильность дуги и максимально повысить производительность сварочного оборудования TIG в промышленности, производстве и производстве.Статья
Правильное обслуживание расходных материалов горелки TIG необходимо для снижения затрат на сварку, повышения производительности и обеспечения стабильного качества сварки. Правильно выбрав вольфрамовый электрод, предотвращая загрязнение, оптимизируя поток защитного газа, используя высококачественные газовые линзы и проводя регулярные проверки, сварщики могут значительно продлить срок службы расходных материалов TIG горелки. Эти передовые методы помогают сократить время простоев, улучшить стабильность дуги и максимально повысить производительность сварочного оборудования TIG в промышленности, производстве и производстве.Статья -
 Я считаю угловую сварку одним из наиболее практичных методов сварки, широко применяемым для соединения металлических деталей под прямым углом. «Угловые сварные швы также играют важную роль в строительстве мостов, кораблей и различных каркасов», — сказал Хикс. Угловые сварные швы часто являются лучшим выбором для обеспечения необходимойСтатья
Я считаю угловую сварку одним из наиболее практичных методов сварки, широко применяемым для соединения металлических деталей под прямым углом. «Угловые сварные швы также играют важную роль в строительстве мостов, кораблей и различных каркасов», — сказал Хикс. Угловые сварные швы часто являются лучшим выбором для обеспечения необходимойСтатья




Ресурсы продукта

Каталог, таблица заказа и руководство
Получите бесплатный каталог прямо сейчас! Откройте для себя магию сварки на кончиках пальцев — кликайте, скачивайте, изучайте инновации!
Запасные части
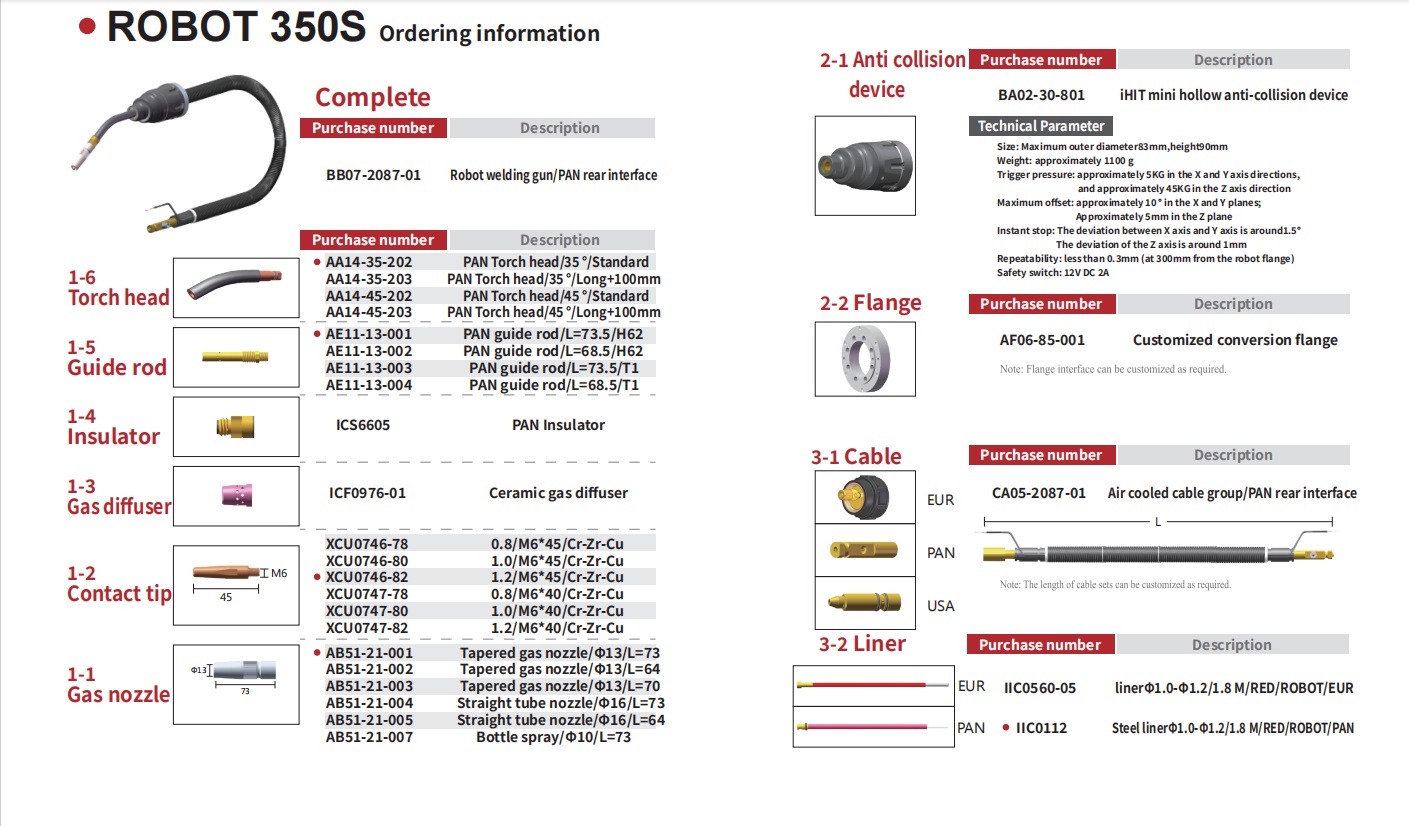
Полный
| Номер покупки | Описание | |||||
 | BB07-2087-01 | Роботизированный сварочный пистолет/задний интерфейс PAN | ||||
| 1-6 | Головка факела |  | АА14-35-202 | Головка горелки PAN/35°/Стандарт | ||
| АА14-35-203 | Головка горелки PAN/35°/длина+100 мм | |||||
| АА14-45-202 | Головка горелки PAN/45°/Стандарт | |||||
| АА14-45-203 | Головка горелки PAN/45°/длина+100 мм | |||||
| 1-5 | Направляющий стержень |  | АЕ11-13-001 | Направляющий стержень PAN/L=73,5/H62 | ||
| АЕ11-13-002 | Направляющий стержень PAN/L=68,5/H62 | ||||
| АЕ11-13-003 | Направляющий стержень PAN/L=73,5/T1 | ||||
| АЕ11-13-004 | Направляющий стержень PAN/L=68,5/T1 | ||||
| 1-4 | Изолятор |  | ICS6605 | ПАН изолятор | ||
| 1-3 | Газовый диффузор |  | ICF0976-01 | Керамический газовый диффузор | ||
| 1-2 | Контактный совет |  | XCU0746-78 | 0,8/М6*45/Кр-Зр-Ку | ||
| XCU0746-80 | 1,0/М6*45/Кр-Зр-Ку | |||||
| XCU0746-82 | 1,2/М6*45/Кр-Зр-Ку | |||||
| XCU0747-78 | 0,8/М6*40/Кр-Зр-Ку | |||||
| XCU0747-80 | 1,0/М6*40/Кр-Зр-Ку | |||||
| XCU0747-82 | 1,2/М6*40/Кр-Зр-Ку | |||||
| 1-1 | Газовое сопло |  | АБ51-21-001 | Коническое газовое сопло/Φ13/L=73 | ||
| АБ51-21-002 | Коническое газовое сопло/Φ13/L=64 | |||||
| АБ51-21-003 | Коническое газовое сопло/Φ13/L=70 | |||||
| АБ51-21-004 | Прямая трубчатая насадка/Φ16/L=73 | |||||
| АБ51-21-005 | Прямая трубчатая насадка/Φ16/L=64 | |||||
| АБ51-21-007 | Бутылочный спрей/Φ10/л=73 | |||||
| 2-1 | Устройство против столкновений |  | БА02-30-801 | Полое устройство iHIT mini для предотвращения столкновений | ||
| 2-2 | Фланец |  | АФ06-85-001 | Переходной фланец по индивидуальному заказу | ||
| 3-1 | Кабель |  | евро | КА05-2087-01 | Кабельная группа с воздушным охлаждением/задний интерфейс PAN | |
 | КАСТРЮЛЯ |  | | |||
 | США | | | |||
| 3-2 | Лайнер |  | евро | ИИК0560-05 | лайнерΦ1,0-Φ1,2/1,8 M/RED/ ROBOT /EUR | |
 | КАСТРЮЛЯ | IIC0112 | Стальной вкладыш Φ1,0-Φ1,2/1,8 M/RED/ ROBOT /PAN | |||
Готовы ли вы испытать особенности сварки?
Повысьте производительность уже сегодня. Узнайте, как инженерные разработки, ориентированные на сварщиков, расходные материалы промышленного класса и снижающая утомляемость эргономика повышают качество сварки и безопасность операторов.
Следующие шаги
✓ Запрос индивидуального предложения: адаптировано к вашей силе тока, материалам и рабочему процессу.
✓ Экспертная поддержка: свяжитесь с инженерами по сварке для получения технических рекомендаций.
Создано для результатов. Нам доверяют во всем мире.










