















Zaprojektowane z myślą o operacjach cięcia o znaczeniu krytycznym, palniki plazmowe inne niż HF eliminują szumy o wysokiej częstotliwości (HF), aby chronić wrażliwą elektronikę, zapewniając jednocześnie wyjątkową stabilność mocy w warsztatach CNC, stoczniach morskich i naprawach sprzętu górniczego.
Dane techniczne PMX-M105/PMX-M105P:
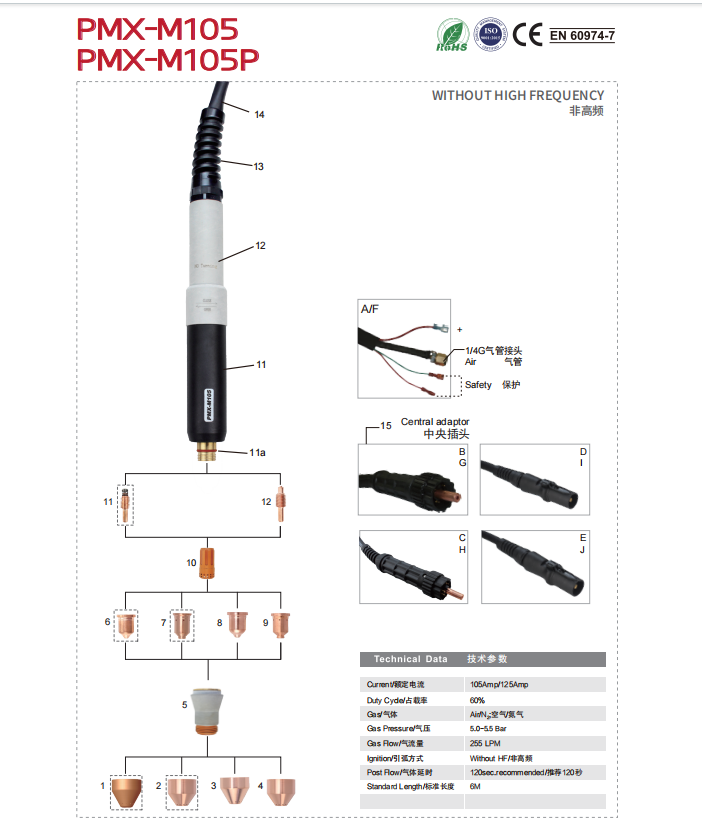
| Techniczny | Dane |
| Aktualny | 105Amp/125Amp |
| Cykl pracy | 60% |
| Gaz | Powietrze/N2 |
| Ciśnienie gazu | 5,0-5,5 barów |
| Przepływ gazu | 255 l/min |
| Zapłon | Bez HF |
| Przepływ postu | Zalecane 120 sekund |
| Długość standardowa | 6M |
Zalecana lektura:
-
 Uważam, że spawanie pachwinowe jest jedną z najbardziej praktycznych metod spawania, szeroko stosowaną do łączenia części metalu pod kątem prostym. „Spoiny pachwinowe odgrywają również ważną rolę w budowie mostów, statków i różnych wręgów” – powiedział Hicks. Spoiny pachwinowe są często najlepszym wyborem, aby zapewnić koniecznośćArtykuł
Uważam, że spawanie pachwinowe jest jedną z najbardziej praktycznych metod spawania, szeroko stosowaną do łączenia części metalu pod kątem prostym. „Spoiny pachwinowe odgrywają również ważną rolę w budowie mostów, statków i różnych wręgów” – powiedział Hicks. Spoiny pachwinowe są często najlepszym wyborem, aby zapewnić koniecznośćArtykuł -
 Cechy tanich spawarek bezgazowych MIG Prędkość podawania drutu Prędkość podawania drutu ma kluczowe znaczenie dla tanich spawarek bezgazowych MIG . Tańsze modele oferują zakres prędkości podawania drutu od 40 do 500 lub 600 cali na minutę. Nadal umożliwia to regulację w oparciu o grubość spoiny. Modele z wyższej półki mają bardziej precyzyjne sterowanieArtykuł
Cechy tanich spawarek bezgazowych MIG Prędkość podawania drutu Prędkość podawania drutu ma kluczowe znaczenie dla tanich spawarek bezgazowych MIG . Tańsze modele oferują zakres prędkości podawania drutu od 40 do 500 lub 600 cali na minutę. Nadal umożliwia to regulację w oparciu o grubość spoiny. Modele z wyższej półki mają bardziej precyzyjne sterowanieArtykuł -
 Pięć kluczowych parametrów spawania to prąd (40–200 amperów), napięcie (18–29 woltów), prędkość przesuwu (8–18 cali na minutę), typ elektrody (np. E6013, E7018) i mieszanina gazów osłonowych (np. 75% argonu, 25% CO2). Spis treści Przełącznik Prąd Napięcie Prędkość jazdy Typ i rozmiar elektrody Ekranowanie GaArtykuł
Pięć kluczowych parametrów spawania to prąd (40–200 amperów), napięcie (18–29 woltów), prędkość przesuwu (8–18 cali na minutę), typ elektrody (np. E6013, E7018) i mieszanina gazów osłonowych (np. 75% argonu, 25% CO2). Spis treści Przełącznik Prąd Napięcie Prędkość jazdy Typ i rozmiar elektrody Ekranowanie GaArtykuł -
 Prędkość podawania drutu Prędkość podawania drutu ma kluczowe znaczenie dla tanich spawarek bezgazowych MIG . Tańsze modele oferują zakres prędkości podawania drutu od 40 do 500 lub 600 cali na minutę. Nadal umożliwia to regulację w oparciu o grubość spoiny. Modele z wyższej półki mają bardziej precyzyjne sterowanie i mogą osiągnąć prędkość do 700 cali na minutęArtykuł
Prędkość podawania drutu Prędkość podawania drutu ma kluczowe znaczenie dla tanich spawarek bezgazowych MIG . Tańsze modele oferują zakres prędkości podawania drutu od 40 do 500 lub 600 cali na minutę. Nadal umożliwia to regulację w oparciu o grubość spoiny. Modele z wyższej półki mają bardziej precyzyjne sterowanie i mogą osiągnąć prędkość do 700 cali na minutęArtykuł




Zasoby produktu

Katalog, tabela zamówień i instrukcja
Zdobądź swój darmowy katalog już teraz! Odkryj magię spawania na wyciągnięcie ręki — kliknij, pobierz i poznaj innowacje!
Części zamienne
| Pozycja | Kod | Nr ref. | Opis | |||
| („ ● ” to konfiguracja standardowa) | ||||||
| 1 | Czapka tarczowa | |||||
| 1.1 | HP220817 | Nasadka ekranująca/45A-85A | ||||
| 1.2 | HP220993 | Osłona ekranująca/105A | ||||
| 2 | HP220798 | Osłona/żłobienie | ||||
| 3 | Wskazówka | |||||
| 3.1 | ISM0624 | CV0179 | Osłona PMX65/85/maszyna/45A-85A | |||
| ●3.2 | ISM0622 | CV0177 | Osłona PMX105/maszyna/105A | |||
| 4 | ISM0711 | CV0261 | Osłona ekranująca/PMX65/85/105/105P/żłobienie/45-125A | |||
| 5 | Dysza zewnętrzna | |||||
| 5.1 | IVS0693 | PC0148 | Dysza zewnętrzna PMX65/85/105/6 otworów | |||
| ●5.2 | IVS0694 | PC0149 | Dysza zewnętrzna PMX65/85/105/10 otworów | |||
| 6 | Wskazówka | |||||
| 6.1 | HP220941 | Wskazówka/45A | ||||
| 6.2 | HP220819 | Wskazówka/65A | ||||
| 6.3 | HP220816 | Wskazówka/85A | ||||
| 6.4 | HP220990 | Wskazówka/105A | ||||
| 7 | Wskazówka | |||||
| 7.1 | HP220797 | Końcówka/45-85A/Żłobienie | ||||
| 7.2 | HP220991 | Końcówka/105A/Żłobienie | ||||
| 8 | Wskazówka | |||||
| 8.1 | IVU0653-09 | PD0158-09 | Końcówka Φ0,9mm/45A | |||
| 8.2 | IVU0653-11 | PD0158-11 | Końcówka Φ1,1 mm/65A | |||
| 8.3 | IVU0653-13 | PD0158-13 | Końcówka Φ1,3 mm/85A | |||
| ●8.4 | IVU0653-15 | PD0158-15 | Końcówka Φ1,5mm/105A | |||
| 8.5 | IVU0653-18 | PD0158-18 | Końcówka Φ1,8 mm/125 A | |||
| 9.1 | IVU0632-13 | PD0186-13 | Końcówka/PMX65/85/105/105P/żłobienie/45-85A | |||
| 9.2 | IVU0632-15 | PD0186-15 | Końcówka/PMX105-105P/żłobienie/105-125A | |||
| ●10 | IVF3003 | PE8008 | Pierścień zawirowujący PMX 105/105A | |||
| 11 | HP220842 | Elektroda | ||||
| ●12 | IVB0032 | PR0087 | Elektroda PMX65/85/105/43,4 | |||
| 13 | IVZ0651 | PF0156 | Głowica palnika plazmowego/PMX65/85/105/M | |||
| 13a | IFT0675 | 7300.6 | 'O'ring Φ17 x 20,6x1,8/CZERWONY SILIKON | |||
| 14 | IHJ0110 | BW0660 | Zestaw uchwytów do maszyny plazmowej | |||
| 15 | Wiosenne wsparcie | |||||
| 15.1 | IHJ0899 | BW0344 | Wspornik sprężyny/PG21/plazma/kabel koncentryczny | |||
| 15.2 | IHJ0899-02 | BW0344-02 | Podpora sprężyny/PG21/plazma/EPDM | |||
| 16 | Montaż kabla | |||||
| 16.1 | IVN11210061-22 | Zespół kabla/PTM80-PTM100IPXM1026M2 przewody/oddzielone | ||||
| 16.2 | IVN11210063-22 | Zespół kabla/przewody PTM80-PTM100IPXM1026M2/zintegrowany | ||||
| 16.3 | IVN11210060-22 | Zespół kabla/przewody PTM80-PTM100IPXM102/12M2/adapter środkowy | ||||
| 16.4 | IVN1121006C-22 | Zespół kabla/PTM80-PTM120/Mkabel koncentryczny/adapter centralny | ||||
| 17 | IZX0078 | FY0023 | Adapter środkowy po stronie palnika PLASMA 5 PINÓW | |||
Kompletna latarka
| Kod | Nr ref. | Opis | |
| A | IVT13241 | Palnik automatyczny do cięcia plazmowego PMX-M105/6M/1/4G/zintegrowany | |
| B | IVT13243 | Palnik automatyczny do cięcia plazmowego PMX-M105/6M/rura EPDM/adapter środkowy | |
| C | IVT13244 | Automatyczny palnik do cięcia plazmowego PMX-M105/6M/kabel koncentryczny/adapter centralny | |
| D | IVT13245 | Palnik automatyczny do cięcia plazmowego PMX-M105/6M/rura epdm/adapter hypertherm | |
| mi | IVT13246 | Automatyczny palnik do cięcia plazmowego PMX-M105/6M/kabel koncentryczny/adapter Hypertherm | |
| F | IVT13241-01 | Palnik automatyczny do cięcia plazmowego PMX-M105P/6M/1/4G/zintegrowany | |
| G | IVT13243-01 | Palnik automatyczny do cięcia plazmowego PMX-M105P/6M/rura EPDM/adapter środkowy | |
| H | IVT13244-01 | Automatyczny palnik do cięcia plazmowego PMX-M105P/6M/kabel koncentryczny/adapter centralny | |
| I | IVT13245-01 | Palnik automatyczny do cięcia plazmowego PMX-M105P/6M/rura epdm/adapter Hypertherm | |
| J | IVT13246-01 | Palnik automatyczny do cięcia plazmowego PMX-M105P/6M/kabel koncentryczny/adapter Hypertherm |
* Certyfikowane spawanie PLASMA :
Materiały zgodne z RoHS, produkcja kontrolowana pod względem jakości ISO 9001:2015, znak CE zgodnie z dyrektywami UE i zgodność z łukiem zgodnym z EN 60974-7. Precyzyjnie zaprojektowane, aby zapewnić globalną zgodność przemysłową.
Czy jesteś gotowy, aby doświadczyć wyjątkowych cech spawania?
Zwiększ produktywność już dziś — przekonaj się, jak inżynieria skupiona na spawaczu, materiały eksploatacyjne klasy przemysłowej i ergonomia zmniejszająca zmęczenie podnoszą jakość spoin i bezpieczeństwo operatorów.
Następne kroki
✓ Poproś o niestandardową wycenę: dostosowaną do Twojego natężenia prądu, materiałów i przepływu pracy
✓ Wsparcie ekspertów: skontaktuj się z inżynierami spawalniczymi, aby uzyskać wskazówki techniczne
Zaprojektowane z myślą o wynikach. Zaufany na całym świecie.










