















IPW 350 na nowo definiuje spawanie elektrodami nietopliwymi, zapewniając wykończenie podobne do TIG z 3 razy głębszą penetracją w przypadku połączeń o znaczeniu krytycznym w przemyśle lotniczym, urządzeniach medycznych i komponentach nuklearnych.
Dane techniczne IPW 350:
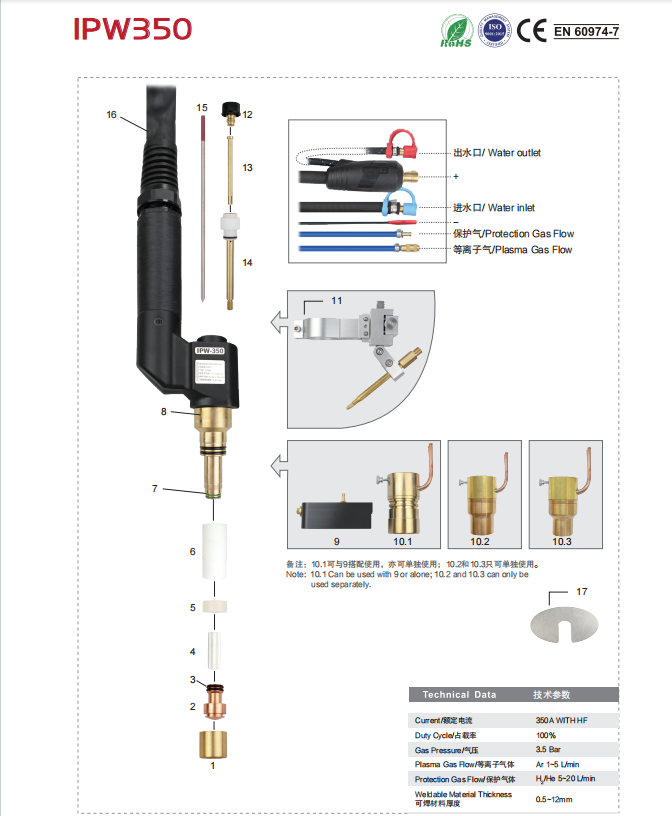
| Techniczny | Dane |
| Aktualny | 350A Z HF |
| Cykl pracy | 100% |
| Ciśnienie | 3,5 bara |
| Przepływ gazu plazmowego | Ar 1~5 l/min |
| Ochrona przepływu gazu | H2/He 5~20 l/min |
| Grubość materiału spawalnego | 0,5 ~ 12 mm |
Zalecana lektura:
-
 Uważam, że spawanie pachwinowe jest jedną z najbardziej praktycznych metod spawania, szeroko stosowaną do łączenia części metalu pod kątem prostym. „Spoiny pachwinowe odgrywają również ważną rolę w budowie mostów, statków i różnych wręgów” – powiedział Hicks. Spoiny pachwinowe są często najlepszym wyborem, aby zapewnić koniecznośćArtykuł
Uważam, że spawanie pachwinowe jest jedną z najbardziej praktycznych metod spawania, szeroko stosowaną do łączenia części metalu pod kątem prostym. „Spoiny pachwinowe odgrywają również ważną rolę w budowie mostów, statków i różnych wręgów” – powiedział Hicks. Spoiny pachwinowe są często najlepszym wyborem, aby zapewnić koniecznośćArtykuł -

-
 Pięć kluczowych parametrów spawania to prąd (40–200 amperów), napięcie (18–29 woltów), prędkość przesuwu (8–18 cali na minutę), typ elektrody (np. E6013, E7018) i mieszanina gazów osłonowych (np. 75% argonu, 25% CO2). Spis treści Przełącznik Prąd Napięcie Prędkość jazdy Typ i rozmiar elektrody Ekranowanie GaArtykuł
Pięć kluczowych parametrów spawania to prąd (40–200 amperów), napięcie (18–29 woltów), prędkość przesuwu (8–18 cali na minutę), typ elektrody (np. E6013, E7018) i mieszanina gazów osłonowych (np. 75% argonu, 25% CO2). Spis treści Przełącznik Prąd Napięcie Prędkość jazdy Typ i rozmiar elektrody Ekranowanie GaArtykuł -
 Prędkość podawania drutu Prędkość podawania drutu ma kluczowe znaczenie dla tanich spawarek MIG bez gazu. Tańsze modele oferują zakres prędkości podawania drutu od 40 do 500 lub 600 cali na minutę. Nadal umożliwia to regulację w oparciu o grubość spoiny. Modele z wyższej półki mają bardziej precyzyjne sterowanie i mogą osiągnąć prędkość do 700 cali na minutęArtykuł
Prędkość podawania drutu Prędkość podawania drutu ma kluczowe znaczenie dla tanich spawarek MIG bez gazu. Tańsze modele oferują zakres prędkości podawania drutu od 40 do 500 lub 600 cali na minutę. Nadal umożliwia to regulację w oparciu o grubość spoiny. Modele z wyższej półki mają bardziej precyzyjne sterowanie i mogą osiągnąć prędkość do 700 cali na minutęArtykuł




Zasoby produktu

Katalog, tabela zamówień i instrukcja
Zdobądź swój darmowy katalog już teraz! Odkryj magię spawania na wyciągnięcie ręki — kliknij, pobierz i poznaj innowacje!
Części zamienne
| Pozycja | Kod | Nr ref. | Opis | |||
| („ ● ” to konfiguracja standardowa) | ||||||
| ●1 | IZH0195 | FB0645 | Tuleja stała/H59/PW350 | |||
| 2 | Wskazówka | |||||
| 2.1 | IVU0635-28 | PD0185-28 | Końcówka Φ2,8/PW350 | |||
| ●2.2 | IVU0635-32 | PD0185-32 | Końcówka Φ3,2/PW350 | |||
| 2.3 | IVU0635-40 | PD0185-40 | Końcówka Φ4,0/PW350 | |||
| ●3 | IFT8533-10 | EA3588-10 | O-ring/Φ14,38×Φ10,82×1,78/FKM70A | |||
| 4 | Końcówka ceramiczna | |||||
| ●4.1 | IVS0656-1 | PC0151-1 | Końcówka ceramiczna część 1/PW350 | |||
| 4.2 | IVS0656-2 | PC0151-2 | Końcówka ceramiczna część 2/PW350 | |||
| ●5 | ICK0641 | MQ0196 | Tuleja termoizolacyjna/peek/PW350 | |||
| ●6 | ICK0645 | MQ0195 | Tuleja izolacyjna/ptfe/PW350 | |||
| ●7 | IFT8533-07 | EA3588-07 | O-ring/Φ17×Φ15×1/FKM70A | |||
| ●8 | IVZ0732 | PF0287 | Głowica palnika plazmowego/chłodzenie wodne IPW350 | |||
| ●9 | IZH6585-00 | FB1535-00 | Zestaw pokrywy/PW350 | |||
| 10 | Osłona ochronna | |||||
| ●10.1 | IZH0199 | FB0644 | Osłona ochronna/PW350 | |||
| 10.2 | IZH0199-01 | FB0644-01 | Osłona ochronna/środkowa/PW350 | |||
| 10.3 | IZH0199-02 | FB0644-02 | Osłona ochronna/mała/PW350 | |||
| ●11 | IZH7200 | FB1700 | Konstrukcja podawania drutu/PW350 | |||
| ●12 | IHJ0290 | BW0740 | Zespół obrotowy/PW350 | |||
| 13 | Oprawka | |||||
| ●13.1 | IGU0090 | TD0040 | Tuleja zaciskowa/Φ4,0/PW350 | |||
| 13.2 | IGU0090-01 | TD0040-01 | Tuleja zaciskowa/Φ4,8/PW350 | |||
| 14 | Zespół igły wolframowej | |||||
| ●14.1 | IHJ0296 | BW0741 | Zespół igły wolframowej/Φ4.0/PW350 | |||
| 14.2 | IHJ0296-01 | BW0741-01 | Zespół igły wolframowej/Φ4,8/PW350 | |||
| 15 | Wolfram | |||||
| ●15.1 | IGB0090 | TR0040 | Wolfram/Φ4,0/PW350 | |||
| 15.2 | IGB0090-01 | TR0040-01 | Wolfram/4,8×175/PW350 | |||
| 16 | IVN22216040-00 | Zespół kabla/PW350/4M/szybkozłączka/nieprzykręcana | ||||
| 17 | ICG6065 | MT1015 | Klucz do plazmy/P60 | |||
| Kod | Nr ref. | Opis |
| IVT0300 | Palnik do spawania plazmowego IPW350/4M/nieśrubowy/podajnik drutu |
* Certyfikowane spawanie PLAZMOWE:
Materiały zgodne z RoHS, produkcja kontrolowana pod względem jakości ISO 9001:2015, znak CE zgodnie z dyrektywami UE i zgodność z łukiem zgodnym z EN 60974-7. Precyzyjnie zaprojektowane, aby zapewnić globalną zgodność przemysłową.
Czy jesteś gotowy, aby doświadczyć wyjątkowych cech spawania?
Zwiększ produktywność już dziś — przekonaj się, jak inżynieria skupiona na spawaczu, materiały eksploatacyjne klasy przemysłowej i ergonomia zmniejszająca zmęczenie podnoszą jakość spoin i bezpieczeństwo operatorów.
Następne kroki
✓ Poproś o niestandardową wycenę: dostosowaną do Twojego natężenia prądu, materiałów i przepływu pracy
✓ Wsparcie ekspertów: skontaktuj się z inżynierami spawalniczymi, aby uzyskać wskazówki techniczne
Zaprojektowane z myślą o wynikach. Zaufany na całym świecie.










