















Seria palników do cięcia PLAZMOWEGO – precyzyjne cięcie przemysłowe z niezrównaną szybkością i niezawodnością
Zaprojektowane z myślą o szybkim i precyzyjnym cięciu metalu, palniki do cięcia serii PLASMA zapewniają czyste i pozbawione oporu cięcie stali, aluminium, miedzi i stopów egzotycznych. Dzięki technologii umożliwiającej natychmiastową penetrację stali o grubości 50 mm i stabilności zgodnej z CNC, palnik ten zdominował warsztaty produkcyjne, miejsca rozbiórki i produkcję masową. Certyfikowany zgodnie z normą ISO 9013 i zgodny z wymogami bezpieczeństwa UL/CE, gwarantuje brak cięć żużlowych i bezpieczeństwo operatora w wymagających środowiskach.
Dane techniczne HD 50:
| Techniczny | Dane |
| Aktualny | 50 Amp |
| Cykl pracy | 60% |
| Gaz | Powietrze |
| Ciśnienie gazu | 4,5 ~ 5,0 barów |
| Przepływ gazu | 120 l/min |
| Zapłon | HF |
| Przepływ postu | Zalecane 50 sekund |
| Długość standardowa | 6M |
Zalecana lektura:
-
 Uważam, że spawanie pachwinowe jest jedną z najbardziej praktycznych metod spawania, szeroko stosowaną do łączenia części metalu pod kątem prostym. „Spoiny pachwinowe odgrywają również ważną rolę w budowie mostów, statków i różnych wręgów” – powiedział Hicks. Spoiny pachwinowe są często najlepszym wyborem, aby zapewnić koniecznośćArtykuł
Uważam, że spawanie pachwinowe jest jedną z najbardziej praktycznych metod spawania, szeroko stosowaną do łączenia części metalu pod kątem prostym. „Spoiny pachwinowe odgrywają również ważną rolę w budowie mostów, statków i różnych wręgów” – powiedział Hicks. Spoiny pachwinowe są często najlepszym wyborem, aby zapewnić koniecznośćArtykuł -

-
 Pięć kluczowych parametrów spawania to prąd (40–200 amperów), napięcie (18–29 woltów), prędkość przesuwu (8–18 cali na minutę), typ elektrody (np. E6013, E7018) i mieszanina gazów osłonowych (np. 75% argonu, 25% CO2). Spis treści Przełącznik Prąd Napięcie Prędkość jazdy Typ i rozmiar elektrody Ekranowanie GaArtykuł
Pięć kluczowych parametrów spawania to prąd (40–200 amperów), napięcie (18–29 woltów), prędkość przesuwu (8–18 cali na minutę), typ elektrody (np. E6013, E7018) i mieszanina gazów osłonowych (np. 75% argonu, 25% CO2). Spis treści Przełącznik Prąd Napięcie Prędkość jazdy Typ i rozmiar elektrody Ekranowanie GaArtykuł -
 Prędkość podawania drutu Prędkość podawania drutu ma kluczowe znaczenie dla tanich spawarek MIG bez gazu. Tańsze modele oferują zakres prędkości podawania drutu od 40 do 500 lub 600 cali na minutę. Nadal umożliwia to regulację w oparciu o grubość spoiny. Modele z wyższej półki mają bardziej precyzyjne sterowanie i mogą osiągnąć prędkość do 700 cali na minutęArtykuł
Prędkość podawania drutu Prędkość podawania drutu ma kluczowe znaczenie dla tanich spawarek MIG bez gazu. Tańsze modele oferują zakres prędkości podawania drutu od 40 do 500 lub 600 cali na minutę. Nadal umożliwia to regulację w oparciu o grubość spoiny. Modele z wyższej półki mają bardziej precyzyjne sterowanie i mogą osiągnąć prędkość do 700 cali na minutęArtykuł




Zasoby produktu

Katalog, tabela zamówień i instrukcja
Zdobądź swój darmowy katalog już teraz! Odkryj magię spawania na wyciągnięcie ręki — kliknij, pobierz i poznaj innowacje!
Części zamienne
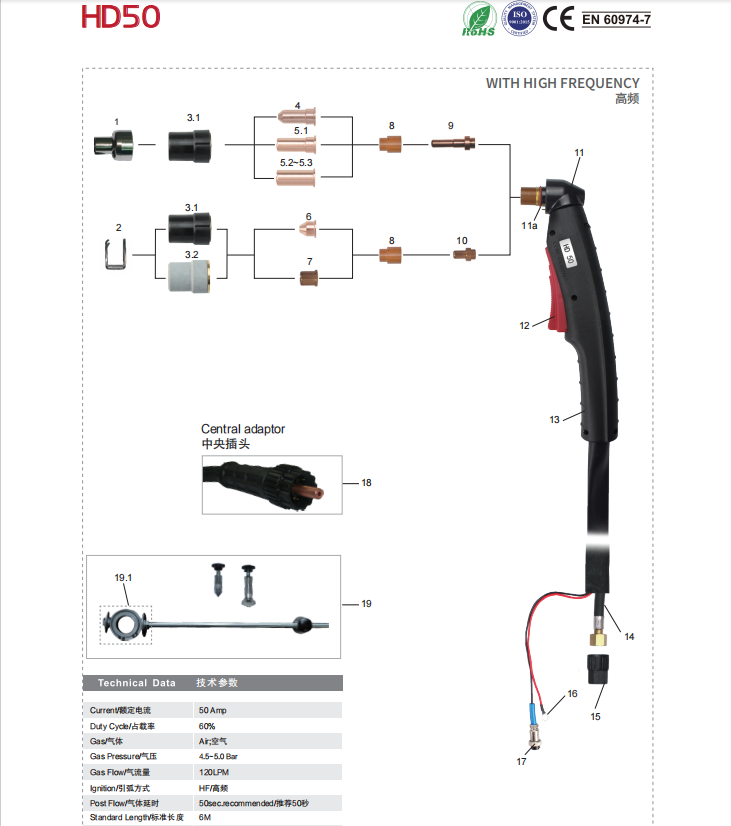
| Pozycja | Kod | Nr ref. | Opis | |||
| („ ● ” to konfiguracja standardowa) | ||||||
| 1 | ISM0006 | 51965 | Nakładka osłonowa na przedłużoną końcówkę/LT50 | |||
| ●2 | ISM0603 | CV0108 | Sprężyna dystansowa/LT50 | |||
| 3 | Dysza zewnętrzna | |||||
| 3.1 | IVS0008-03 | 5.710.121 | Dysza zewnętrzna/bakelit/LT50 | |||
| ●3.2 | IVS0008-05 | PC0003-05 | Dysza zewnętrzna/maksymalna trwałość/szare włókno szklane/LT50 | |||
| 4 | IVU0069-10 | 1306 | Przedłużona końcówka stożkowa Φ1,0 mm/LT50 | |||
| 5 | Przedłużona końcówka | |||||
| 5.1 | IVU0019-10 | 1370 | Przedłużona końcówka Φ1,0 mm/LT50 | |||
| 5.2 | IVU0018-10 | 1395 | Przedłużona końcówka Φ1,0 mm/LT50-70 | |||
| 5.3 | IVU0018-11 | 51102/S | Przedłużona końcówka Φ1,1 mm/LT50-70 | |||
| 6 | IVU0064-10 | 1305 | Końcówka stożkowa Φ1,0 mm/LT50-70 | |||
| 7 | Wskazówka | |||||
| ●7.1 | IVU0033-10 | 1396 | Końcówka Φ1,0 mm/LT50-70/L=12,3 mm | |||
| 7.2 | IVU0033-11 | 51100/S | Końcówka Φ1,1 mm/LT50-70/L=12,3 mm | |||
| 7.3 | IVU0033-12 | 51096 | Końcówka Φ1,2 mm/LT50-70/L=12,3 mm | |||
| 7.4 | IVU0065-10 | 1304 | Końcówka Φ1,0 mm/LT50-70/L=11,2 mm | |||
| 8 | IVF0002 | 60001 | Dyfuzor LT50-70 | |||
| 9 | IVB0015 | 1518-HF | Elektroda przedłużona HF Plasma LT50 | |||
| ●10 | IVB0062 | 1521-HF | Elektroda HF Plazma LT50 | |||
| 11 | IVZ0088 | PF0033 | Głowica palnika CB50/przeciążenie | |||
| 11a | IFT0707 | 1006.6 | 'O' ring Φ13x16,6x1,8MM/LT50-70/czerwony silikon | |||
| 12 | IHQ0436 | BX0986 | Zestaw przełączników do PLAZMY | |||
| 13 | IGV0662 | TP0117 | Uchwyt plazmowy/wytrzymały/LT50-LT151/czarny | |||
| 14 | Montaż kabla | |||||
| 14.1 | IVN00006065-35 | Zespół kabla/LT50-70/6MMQ/6M M16x1,5/2 przewody/epdm | ||||
| 14.2 | IVN00006060-35 | Zespół kabla/LT50-70/6MMQ/adapter centralny 6M/2 przewody/epdm | ||||
| 15 | IHJ0029 | BW0074 | Nakrętka zabezpieczająca CH19 | |||
| 16 | ITY2083 | AU7038 | Złącze M8/2MMQ | |||
| 17 | IHQ0757 | BX0252 | Złącze 2 otwory | |||
| 18 | IZX0078 | FY0023 | Adapter środkowy od strony palnika plazmowego 5 PINÓW | |||
| 19 | ISM0081 | 51850 | Przystawka do wycinania okręgów/LT50 | |||
| 19.1 | ISM0082 | 166 | Dystans koła z kluczem/LT50 | |||
PALNIK RĘCZNY
| Kod | Nr ref. | Opis |
| IVT6809-00 | PA1304-00 | Palnik do cięcia plazmowego LT50/6M M16x1,5/ciężki |
| IVT6807-00 | PA1302-00 | Palnik do cięcia plazmowego LT50/6M Adapter centralny/wytrzymały |
* Certyfikowane spawanie cięciem PLAZMOWYM:
Materiały zgodne z RoHS, produkcja kontrolowana pod względem jakości ISO 9001:2015, znak CE zgodnie z dyrektywami UE i zgodność z łukiem zgodnym z EN 60974-7. Precyzyjnie zaprojektowane, aby zapewnić globalną zgodność przemysłową.
Czy jesteś gotowy, aby doświadczyć wyjątkowych cech spawania?
Zwiększ produktywność już dziś — przekonaj się, jak inżynieria skupiona na spawaczu, materiały eksploatacyjne klasy przemysłowej i ergonomia zmniejszająca zmęczenie podnoszą jakość spoin i bezpieczeństwo operatorów.
Następne kroki
✓ Poproś o niestandardową wycenę: dostosowaną do Twojego natężenia prądu, materiałów i przepływu pracy
✓ Wsparcie ekspertów: skontaktuj się z inżynierami spawalniczymi, aby uzyskać wskazówki techniczne
Zaprojektowane z myślą o wynikach. Zaufany na całym świecie.










